Как научиться паять с нуля: пошаговое руководство для новичков
Как научиться паять ручным паяльником: от выбора инструментов до первого соединения
Пайка — это процесс соединения проводников (например, проводов и дорожек на плате) с помощью легкоплавкого сплава. Когда расплавленный металл остывает, он образует прочное электрическое соединение, которое может передавать ток. Для качественного результата важно обеспечить два фактора: надежный контакт и достаточную площадь соединения. Поскольку сам припой имеет высокое удельное сопротивление, слой металла не должен быть слишком толстым, а площадь покрытия — максимально большой.

Что понадобится для старта
Для большинства домашних задач вам не потребуется дорогостоящее оборудование. Набор начинающего мастера включает несколько ключевых позиций.
Инструмент для нагрева Обычно используют электрический паяльник. Для работы с мелкими электронными компонентами на печатных платах лучше брать приборы мощностью 25–40 Вт. Если планируется пайка толстых проводов или крупных деталей, может потребоваться инструмент на 100 Вт. Идеальный вариант для обучения — паяльник с регулировкой температуры. Это позволяет подбирать тепловой режим под размер детали и избегать перегрева.
Припой и флюс Припой представляет собой сплав олова и свинца (иногда с добавлением меди, никеля или серебра). Самый распространенный стандарт для новичков — марка ПОС-61 (содержит 61% олова). Такой состав имеет низкую температуру плавления и предсказуемо ведет себя при работе. Существуют также бессвинцовые припои; они экологичнее, но имеют более высокую температуру плавления и хуже смачивают поверхность, что усложняет процесс.
Флюс — это вспомогательный ингредиент, который растворяет оксидный слой на металле и помогает припою растекаться тонким слоем. * Классическая канифоль удобна, но она часто выгорает до того, как паяльник коснется детали. * Жидкость ЛТИ-120 или спиртоканифольный флюс гораздо эффективнее. Их можно нанести кисточкой прямо на место стыка, и они не успеют испариться мгновенно.
Вспомогательные мелочи Не забудьте про подставку для паяльника, чтобы не прожечь стол. Также пригодится губка (лучше латунная стружка) для очистки наконечника от нагара и изопропиловый спирт с ватными палочками для промывки плат после использования активных флюсов.
Пошаговая технология правильной пайки
Многие новички совершают ошибку, пытаясь набрать припой на жало паяльника и «перенести» его на деталь. В этом случае почти вся канифоль успевает сгореть в воздухе, и контакт не получается. Правильный процесс выглядит иначе.
- Подготовка. Очистите места контакта от грязи и жира. Если используете старое жало, проведите им по влажной губке или латунной стружке. Перед началом работы обязательно сделайте лужение: нанесите тонкий слой олова на сам наконечник паяльника.
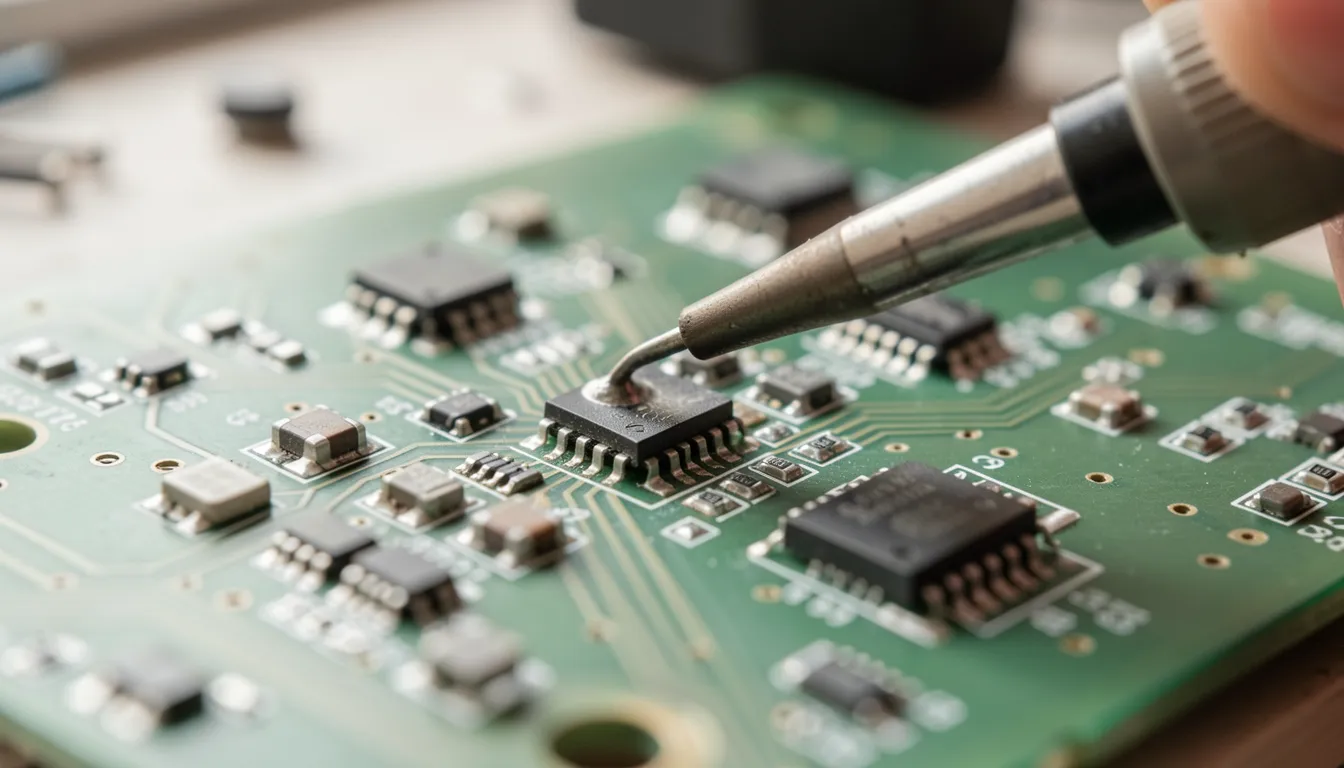
- Нагрев. Приложите разогретое жало к месту соединения (например, одновременно коснитесь контакта детали и дорожки платы). Подождите 3–4 секунды, чтобы обе поверхности достигли нужной температуры.
- Подача припоя. Не пытайтесь нанести паяльник на припой; наоборот, подносите проволоку припоя к месту стыка деталей, где они уже касаются жала. Припой плавится и сам обволакивает соединение.
- Завершение. Когда нужной amount (количество) металла достигнуто, уберите проволоку, а затем и паяльник. Не шевелите детали, пока сплав не затвердеет.
Если вы используете припой, в который уже встроен флюс, процесс идет еще быстрее. Важно помнить: избыток олова — это не залог качества. Идеальное соединение должно быть гладким и блестящим, напоминать по форме небольшой конус. Если оно матовое или зернистое, значит, произошла «холодная пайка» из-за недостатка тепла.
Типичные ошибки и как их избежать
Опытный мастер знает, что большинство проблем решаются правильной настройкой процесса.
Недостаток или перегрев Если припой не липнет к металлу, скорее всего, вы не догрели место пайки. Если же деталь чернеет или припой ведет себя непредсказуемо — вы ее перегрели. В случае с «холодной пайкой» (тусклый, хрупкий контакт) соединение нужно перепаять заново, предварительно добавив свежий флюс.
Грязное рабочее место и токсичность При использовании свинцовых припоев помните о безопасности. Свинец токсичен: не ешьте во время работы и обязательно мойте руки после завершения сессии. Также крайне важно обеспечить вентиляцию. Пары канифоли могут раздражать дыхательные пути, поэтому работайте под вытяжкой или регулярно проветривайте комнату.
Проблемы с флюсом Флюс не предназначен для удаления — его задача помочь пайке. Если вы использовали активные кислотные составы, их нужно тщательно смывать спиртом, иначе они со временем разъедят металл и дорожки платы. Для точной электроники это правило является критическим: остатки ЛТИ-120 или других агрессивных смесей могут вызвать коррозию в будущем.
Если при пайке возникла ситуация, когда слишком много олова заполнило отверстие, не пытайтесь его раздавить. Используйте специальную паяльную ленту (медную оплетку), которая за счет капиллярных сил «впитает» лишний расплавленный металл.
Для тех, кто планирует заниматься электроникой серьезно, полезным приобретением станет «третья рука» — зажим с линзой, который удержит детали в неподвижном состоянии, пока вы работаете паяльником одной рукой и подаете припой другой.