Сверла для бетона и кирпича имеют те же размеры, что и изделия для металла, но материал режущих кромок отличается.
Все об основных упражнениях
В зависимости от назначения сверла делятся на несколько групп: конические, квадратные, ступенчатые и цилиндрические. Выбор сверла зависит от типа просверливаемого отверстия. Для чего используются цилиндрические сверла, можно ли их применять для всех типов отверстий или они подходят только для определенных работ – об этом и пойдет речь в данной статье.

Существуют и другие обозначения для сверл, содержащих кобальт (HSS-Co5, HSS Co 8).
Как понять обозначения буровых долот
При выборе подходящего сверла для механической операции в первую очередь следует обратить внимание на специальную маркировку на хвостовике инструмента, называемую обозначением.
При выборе подходящего сверла для механической операции первое, на что следует обратить внимание, – это специальная маркировка на хвостовике инструмента, называемая обозначением. Он гравируется на сверлах диаметром более 3 мм и содержит следующую маркировку:
- Диаметр режущей части сверла;
- Материал, из которого изготовлено сверло;
- Производитель.
Для того чтобы купить сверло по металлу, которое подойдет для обработки конкретного изделия, необходимо ознакомиться с маркировкой материала, из которого изготовлен инструмент. В конце концов, именно качество обработки и целевое использование определяют качество обработки.

Часто сверла, независимо от их конфигурации, изготавливаются из быстрорежущей стали. На это указывает заглавная буква P в обозначении долота (P9, P6M15, P18, P6M5K5), а цифра после буквы P указывает на процентное содержание вольфрама, M – молибдена и K – кобальта.
Сверла также могут быть изготовлены из твердых сплавов (ВК8, ВК6М), а номер указывает на процентное содержание вольфрама и кобальта в его составе. Например, в сплаве BK8 92% карбида вольфрама и 8% кобальта.
Иностранная маркировка сверл
Зарубежные сверла отличаются маркировкой, выгравированной в соответствии с международным стандартом DIN. Но в отличие от отечественных производителей, в такой маркировке невозможно полностью прочитать химический состав используемой инструментальной стали, производители лишь дают определенные рекомендации по использованию конкретного сверлильного материала.
Сверло по металлу с обозначением hss (high speed steel) означает, что инструмент изготовлен из быстрорежущей стали, которые делятся на три основные группы:
- Сплавы;
- Молибден;
- Вольфрамовые стали.
В зарубежном применении существуют следующие основные обозначения стали:
1. HSS-R – буква R означает, что сверло термически обработано, но имеет низкую стойкость и предназначено для обработки легированных и нелегированных сталей и литых сталей. Они также используются для меди, бронзы, серого и ковкого чугуна.
2. сверла HSS-G предназначены для сталей до 900 Н/мм2 и идеально подходят для обработки чугуна, цветных сплавов и керамики.
3. HSS-E – буква E в обозначении указывает на наличие кобальта в этой стали. Эти сверла обладают высокой термостойкостью, что делает их пригодными для работы с твердыми сплавами и сталями до 1100 Н/мм2.
Существуют и другие обозначения для сверл, содержащих кобальт (HSS-Co5, HSS Co 8).
4. HSS-G TiN – сверла с таким обозначением имеют титановое покрытие, которое повышает твердость инструмента, износостойкость и производительность. Основное применение – обработка металлов высокой твердости при высоких скоростях резания.
5. HSS-G TiAlN означает, что поверхность сверла покрыта нитридом алюминия и нитридом титана. Это покрытие обеспечивает максимальную твердость и устойчивость к износу и коррозии и позволяет обрабатывать очень твердые сплавы и закаленные стали.
6. HSS-E VAP – эта категория сверл используется для сверления в нержавеющей стали. Использование таких сверл улучшает отвод стружки и ее накопление, что повышает качество обработанной поверхности.
Применение заднего угла:
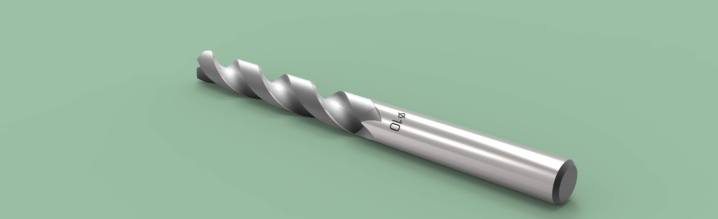
Части и компоненты спирального сверла.

Рис.21. Части и элементы спиральной дрели.
1 – рабочая часть; 2 – режущая часть; 3 – направляющая часть; 4 – шейка;
5 – хвостовик; 6 – лапка
Режущая часть – это часть сверла, заточенная в виде конуса. Рабочая часть – это часть сверла с двумя спиральными канавками. Пилотная часть – это часть сверла, которая направляет сверло во время резки. Хвостовик сверла – это часть сверла, которая используется для крепления сверла.
Рис.22. Основные элементы рабочей части дрели
1 – передняя поверхность; 2 – задняя поверхность; 3 – режущая кромка
4 – флейта; 5 – поперечная кромка
Передняя поверхность – это спиральная поверхность флейты, по которой сходит стружка. Режущая кромка – это линия, образованная пересечением передней и задней поверхностей; сверло имеет две режущие кромки. Лента – узкая полоса на цилиндрической поверхности сверла, расположенная вдоль спиральной канавки; она придает сверлу направление резания. Поперечная кромка – линия, образованная пересечением двух задних поверхностей.
Геометрия спирального сверла.
Геометрические параметры спирального сверла показаны на рисунке 23.
Рисунок 23: Геометрия спирального сверла.
Угол 2φ (угол удвоения в плоскости) между режущими кромками изменяется в широком диапазоне в зависимости от сверлимого материала. Угол наклона ω винтовой канавки определяет величину угла наклона и, в зависимости от обрабатываемого материала, составляет от 100 до 45°.
Угол ψ – угол наклона поперечной режущей кромки измеряется между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла.
Для определения геометрических параметров режущих кромок рассматриваются следующие вопросы
1) В плоскости NN, перпендикулярной режущей кромке;
2) в плоскости O, параллельной оси сверла. Передний угол γ рассматривается в плоскости NN.
Угол спирали ω и задний угол α рассматриваются в
Режущие элементы в бурении.
Скорость резания при сверлении – это периферийная скорость вращения точки режущей кромки, наиболее удаленной от оси сверла.
Скорость подачи сверла – это перемещение сверла вдоль оси за один оборот. Скорость подачи измеряется в миллиметрах за один оборот сверла.
Подача измеряется в миллиметрах на один оборот сверла и обозначается как S мм/об. Поскольку сверло имеет две основные режущие кромки,
Подача на режущую кромку Sz= S/2.
При токарной обработке скорость подачи также может измеряться в мм в минуту. (подача в минуту).
Рис.24 Режущие элементы при сверлении.
a– Толщина среза в мм. измеряется перпендикулярно режущей кромке;
b – Ширина резки в мм. измеряется вдоль режущей кромки;
t – глубина резания – расстояние от поверхности обрабатываемого отверстия до оси сверла t = D/2.
Фрезерование.
Фрезерование является одним из высокоэффективных и широко распространенных методов обработки металлов.
Фреза – это инструмент, имеющий несколько зубьев, каждый из которых можно рассматривать как резец.
Рис.25 Режущая часть фрезы.
При фрезеровании главное (вращательное) движение совершает фреза, а движение подачи – заготовка. Обработка плоскостей, пазов, профилированных поверхностей и резка металлов осуществляется фрезерованием.
Геометрия фрезерования.

Фреза состоит из корпуса (кожуха) и режущих зубьев. Это многозубый режущий инструмент в виде вращающегося тела, которое имеет режущую кромку на образующей поверхности или на конце. Различают углы главной режущей кромки зуба в плоскости, нормальной к корпусу фрезы, и углы в плоскости, нормальной к оси фрезы.
В плоскости A-A, нормальной к режущей кромке, находятся главный угол режущей кромки y и нормальный задний угол αn . В плоскости B-B, нормальной к оси фрезы, находятся: главный задний угол α и поперечный или радиальный передний угол γ’.
Основное назначение угла наклона γ – уменьшить работу пластической деформации и работу трения на торце во время резания и обеспечить наиболее благоприятную стойкость режущего инструмента.
Главный задний угол α измеряется в плоскости B-B перпендикулярно оси фрезы.
Назначение заднего угла таково:
1. в создании условий для свободного перемещения задней поверхности зуба по отношению к поверхности резания;
2. для уменьшения работы трения на задней поверхности зуба.
Серые сверла являются одним из самых самый дешевый сегмент . Такие сверла не обрабатываются что снижает производственные затраты, но также делает их более хрупким. .
Сверло для металла. Типы буров.
Начнем с одного из популярных потребительских товаров: Сверла по металлу. .
Рассмотрим некоторые замечания о сверлах по металлу, чтобы мы могли разделить сверла по металлу на различные типы .
МАРКИРОВКА
Если вы не профессионал и только что зашли в магазин, чтобы купить дрель по металлу для дома, вы наверняка будете озадачены словами “какая дрель вам нужна? Р6М5 , Р18 или “. В действительности это не так сложно и запутанно как это может показаться.
Каждый тип сверла, в зависимости от его состава, имеет свое обозначение:
- P – вольфрам;
- М – молибден;
- К – кобальт;
- F – ванадий.
Учения, начинающиеся на букву “П”, называются высокоскоростная фреза . . За ними следуют номер что указывает сколько процентов вольфрама в сверле. Та же схема применяется к следующим обозначениям.
Пример: R6M5 – высокоскоростное сверло где 6% вольфрама и 5% молибдена .
Каждый металл обычно содержит такие материалы, как хром (обычно, приблизительно 4% ). Поскольку он присутствует почти во всех сверлах, для справки, буква хром просто не используется.
Иностранные производители используют международное обозначение HSS что означает Быстрорежущая сталь (переводится, по сути, быстрорежущая сталь ). Так же, как и в случае с бытовыми сверлами, цифры и буквы, которые следуют за ними, указывают, какой процент металла был добавлен в сплав.
- Аналогия R6M5 – HSS-G.
- HSS-E где буква E указывает на содержание кобальта. Эти сверла также иногда указываются по процентному содержанию металла: HSS Co 5 и HSS Co 8.
- Если сверло имеет маркировку HSS-G TiN, это означает, что он покрыт нитридом титана. Это продлевает срок службы сверла и повышает его твердость.
- HSS-G TiAlN – нитрид титана + нитрид алюминия.
Как обычно, сверла диаметром менее 2 мм не маркируются.
Немного подробнее о покрытии в следующем параграфе.
Серые сверла относятся к самый дешевый сегмент . Эти сверла не работают ничего, что снижает производственные затраты, но также делает их более хрупким. .
Сверло такого цвета подвергается воздействию перегретого пара. Они более более выносливые и устойчивые к стрессу чем серые.
3. светло-золотистого цвета.
Это цвет нитрида титана о котором мы говорили выше. Стоимость металла выше из-за покрытия, но и долговечность тоже выше.
4. цвет темного золота.
Это уже профессиональный уровень сверло для металла. Этот цвет информирует нас о том, что расходный материал содержит кобальт. Это добавляет значительное количество твердость и позволяет работать с более твердыми материалами, например, с нержавеющей сталью. нержавеющая сталь ), с которыми не могут справиться обычные сверла.
Все знают, для чего используется дрель – для сверления отверстий. Многие знают, что сверла встречаются в металле, дереве и бетоне. Некоторые смогут отличить сверло Форстнера от перьевого сверла. Однако прогресс не стоит на месте, и сегодня на прилавках магазинов можно найти десятки видов сверл, различающихся как по конструкции и материалу изготовления, так и по применению. Конечно, они также различаются по цене.
характеристики буровых коронок.
Тип. Определяет конструкцию дрели. Различают следующие типы буров:

Спираль (спираль). – Самый распространенный тип сверл. Он представляет собой металлический цилиндр с 2-4 спиральными канавками, которые отводят стружку и уменьшают трение боковой части сверла о стенки отверстия. С одной стороны сверло затачивается, образуя режущую кромку на линии пересечения заточки и торцов канавок. На противоположной стороне находится хвостовик, который используется для удержания сверла в станке или дрели. На хвостовике часто имеется маркировка, по которой иногда можно определить материал сверла и его рабочие характеристики. На сверлах, произведенных в России (и Китае для России), должна быть указана марка стали, сверла, произведенные за рубежом, могут иметь другую маркировку, наиболее распространенная – HSS (High Speed Steel).

Спираль Levis или спиральная дрель – Прогрессивная дрель отличается от спиральной дрели количеством спиральных канавок (имеется только одна) и режущей частью с центрирующим хвостовиком. Сердечник имеет резьбу, которая позволяет сверлу проникать в древесину без давления на сверло. Эти сверла предназначены для сверления глубоких сквозных отверстий среднего диаметра. Отверстия, просверленные спиралью Levis, имеют гладкую внутреннюю поверхность. Недостатками являются высокая стоимость этих сверл, их склонность к отклонению от оси и заклиниванию. Они также довольно хрупкие.
Чтобы избежать осевого смещения, рекомендуется предварительно просверлить отверстия на максимально возможную глубину обычным тонким сверлом (не толще центрирующего жала). До этой глубины спираль Левиса будет идти в правильном направлении; далее направление будет сохраняться за счет фиксации сверла в уже просверленном отверстии.
Сверление должно производиться на низкой скорости во избежание заклинивания, мощность дрели должна соответствовать диаметру сверла и глубине сверления. Для дрелей Levis диаметром более 30 мм рекомендуется дрель с фиксированным электронным управлением, дополнительными ручками, мощностью от 1500 Вт и высоким крутящим моментом.

Первое бурение имеет плоскую рабочую часть с двумя режущими кромками, разделенными центрирующим острием. За рабочей частью находится хвостовик, который представляет собой относительно длинный и тонкий стержень. Эти сверла используются для сверления отверстий в древесине большого диаметра (12-55 мм). Преимуществом перьевых дрелей является простота использования и низкая цена. Кроме того, глубокие отверстия диаметром 35-55 мм могут быть просверлены только этими сверлами. Недостатков также достаточно:
– нет эвакуации стружки; сверло приходится часто извлекать и удалять из отверстия
– сверло имеет тенденцию смещаться от оси, и сверление не является прямым; предварительное сверление пилотного отверстия мало помогает
– Края отверстий неровные и зазубренные
– невозможно просверлить отверстие диаметром больше, чем максимальный диаметр центрирующего наконечника
– диаметр и форма отверстия точно не определены

Пила для отверстий позволяет сверлить точные отверстия в древесине большого диаметра (20-40 мм). Точность резки обеспечивается сложной конструкцией режущей части, которая включает не только две режущие кромки, но и радиальные дисковые фрезы, которые подрезают волокна древесины, прежде чем они будут удалены режущими кромками. Два наклонных канала в режущей части отводят стружку. Сверло фиксируется в отверстии за счет плотного контакта стенок режущей части с древесиной, что обеспечивает прямолинейное сверление. В результате получается идеально круглое отверстие с плоским, ровным дном (за исключением углубления после направляющего шипа) и ровными краями. Аккуратное выполнение отверстий позволяет использовать сверло Форстнера при изготовлении мебели.
Недостатками сверл Форстнера являются их высокая стоимость и невозможность рассверливания отверстий.

Шаговые тренировки это набор режущих частей разного диаметра на одном стержне, расположенных в порядке увеличения диаметра. Они предназначены для сверления отверстий в листовом металле толщиной 1-8 мм. Максимальная толщина материала определяется высотой одной режущей части ступенчатого сверла. Основное преимущество ступенчатого сверла – точное центрирование и чистые края отверстий, даже при сверлении отверстий большого диаметра в тонких листах. Если вы попытаетесь просверлить тонкие листы сверлом большого диаметра, материал может быть поврежден, а центр не сможет быть точно выдержан. В прошлом такие отверстия сверлили с помощью набора спиральных сверл, постепенно увеличивая диаметр. Ступенчатая дрель делает то же самое, но без смены инструмента. Другими преимуществами ступенчатых сверл являются их универсальность (одним сверлом можно сверлить отверстия разного диаметра) и возможность снятия фаски во время сверления. Недостатками являются высокая цена и ограниченная толщина просверленного материала, которая определяется высотой “ступеньки”.

У фреза имеет острые насечки на боковых кромках, что позволяет фрезеровать не очень толстые металлические листы. Какой мастер не ломал сверло, пытаясь увеличить просверленное отверстие путем скольжения сверла по поверхности? Обычные спиральные сверла этого не любят, и результат обычно далек от идеала – канавки спиральных сверл плохо подходят для фрезерования. С другой стороны, с этой задачей может справиться фрезерная дрель. Конечно, ручной фрезеровкой такую дрель не заменить – ее производительность оставляет желать лучшего, да и качество реза оставляет желать лучшего. Но для увеличения просверленного отверстия или для сверления овальных отверстий это лучший выбор. Недостатки фрезерной дрели:
– трудно фрезеровать пазы: нижняя часть фрезы представляет собой обычное спиральное сверло, и если отверстие не сквозное, эта часть будет мешать фрезерованию.
– толщина фрезеруемого материала ограничена длиной фрезерной части
– нагрузка на сверло во время фрезерования вредит подшипникам сверла – сверло должно перемещаться по поверхности медленно и со сбалансированным усилием, иначе существует риск повреждения сверла.

центральный пуансон – это не сверлильный станок, а инструмент для изготовления точных отверстий под дюбели в элементах мебели. Уголок плотно вставьте тупой частью в подготовленное отверстие для дюбеля (для этого выберите из набора дюбелей соответствующего диаметра), расположите соединяемые элементы точно так, как они должны быть соединены, и слегка ударьте по первому элементу, оставленному на второй отметке, чтобы просверлить противоположное отверстие для дюбеля. Это самый точный способ сверления отверстий для дюбелей вручную.
Функция дрели определяет, для какого материала он подходит.
Сверла для металла может быть спиральным, ступенчатым и фрезерным сверлом.
Сверла по металлу должны быть изготовлены из быстрорежущей стали. Это должно быть видно на маркировке сверла. Если на дрели нет маркировки, к продукту следует относиться с осторожностью, особенно если он отличается низкой ценой. На рынке представлено множество дешевых сверл из низкокачественной стали, которые не просверлят отверстие даже в тонком железе, не говоря уже о более прочных металлах. Если да, то вы можете найти на маркировке, какие типы металлов можно сверлить этим сверлом.
| Буровые долота российского производства | Учения с иностранным производством | Свойства |
| М1 | HSS, HSS-R | Основные сверла по металлу. Низкая цена, удовлетворительная износостойкость. Для сверления железа на небольшую глубину. Устойчивость к ударам и перегреву. |
| M2, R6M5 | HSS-G . | Сверла с широчайшим спектром применения. Повышенная износостойкость и прочность. Для сверления в железе на любую глубину, а также в листовой легированной и углеродистой стали, чугуне и цветных металлах. Повышенная ударопрочность. |
| M35, R6M5K5 | HSS-E, HSS Co. | Высокопроизводительные сверла для тяжелых условий эксплуатации. Повышенная твердость и износостойкость, повышенная теплостойкость. Подходит для сверления отверстий в нержавеющей стали. |
| – | HSS-G TiN, HSS-G TiAlN | Сверла с покрытием из нитрида титана или титан-алюминий-нитрида. Превосходная твердость и термостойкость. Подходит для сверления особо твердых металлов и титановых сплавов. Цена высокая, а заточка запрещена. |

Также на основании угла заточки можно сделать вывод о назначении сверла. Острый угол заточки (80-90°) указывает на то, что сверло предназначено для мягких металлов. Наиболее распространенные углы сверления составляют от 100° до 120° для сверл по стали и чугуну. Сверла для более твердых металлов имеют угол заточки 130°-140°.

Сверла для дерева К ним могут относиться спиральные сверла, перьевые сверла, сверла Форстнера, спиральные сверла Левиса, ступенчатые сверла и фрезерные сверла. Спиральные сверла для дерева имеют особый тип заточки режущей части – во время заточки в середине сверла образуется центрирующий шип, задача которого – точно центрировать сверло в выбранной точке. Можно сверлить дерево металлическим сверлом, но из-за неодинаковой твердости древесины сверло может уйти в сторону в начале сверления – там, где древесина мягче. Поэтому, если требуется точное сверление, лучше использовать специализированное сверло по дереву.

Сверла для кирпича и бетона обычно представляют собой спиральные сверла с наконечником из карбида вольфрама (композитный материал повышенной твердости). При покупке такой дрели выбирайте продукцию надежных производителей, таких как Bosch или Makita, так как дрели wizdot стоят недорого и не нанесут большого вреда вашему кошельку, но защитят его от покупки некачественной китайской дрели, которая не сможет качественно просверлить бетон или гипсовую стену. В то же время, следует помнить, что в случае отверстий большого диаметра (более 6 мм) и/или глубоких отверстий в бетоне, даже с перфоратором самого высокого качества будет проблематично – даже с перфоратором. Если необходимо просверлить более одного или двух таких отверстий, их следует сверлить только с помощью перфоратора.
Спиральный бур Сверла по камню похожи на сверла для кладки/бетона, единственное отличие – больший угол заточки твердосплавных режущих наконечников. Большинство этих сверл являются универсальными и могут сверлить как камень, так и кирпич или бетон. Другое дело, что производительность таких дрелей может быть удручающе низкой – природный камень прочнее бетона, и на сверление одного отверстия могут уйти десятки минут.

Сверла для стекла/плитки Существует два типа – сверла с алмазным покрытием и сверла с покрытием из карбида вольфрама. Оба сверла сверлят примерно с одинаковой эффективностью, за исключением того, что при сверлении больших отверстий в плитке лучше использовать трубчатое сверло (оно лучше защищает поверхность эмали от сколов). И наоборот, большие отверстия в стекле легче просверлить перочинным сверлом, так как его острый конец облегчает начало сверления; трубка “проедет” по стеклу с первого раза.
Универсальные сверла способны работать с несколькими типами материалов – на упаковке обычно указано, с какими именно. Наиболее распространенными являются победитовые сверла, заточка которых позволяет сверлить не только бетон/кирпич, но и металл, дерево и другие менее твердые материалы.

Привод сверла (хвостовик) Это определяет тип части сверла, которая крепится в патроне. Чаще всего он имеет цилиндрическую или шестиугольную форму. Цилиндрический привод предназначен для зажима в сверлильном патроне. Шестигранный хвостовик также может быть зажат в патроне или вставлен в стандартный держатель сверл, что ускоряет процесс замены сверл. Шестигранный хвостовик также позволяет передавать больший крутящий момент на сверло без его закручивания. Поэтому для сверл с узким хвостовиком, требующих высокого крутящего момента (например, прецизионные спиральные сверла), хвостовик сверла имеет шестигранную форму.
Принцип работы этих долот основан на технологии колонкового бурения. Отверстия вырезаются в соответствии с их контурами. Эта технология характеризуется высокой производительностью, возможностью использования маломощного оборудования и высокой точностью.
Маркировка сверл по металлу (российские и зарубежные)
Согласно российскому ГОСТу, все металлические сверла диаметром два миллиметра и более должны иметь маркировку. Маркировка содержит информацию о диаметре инструмента и марке стали. На некоторых моделях присутствуют марки производителей. Чтобы узнать обозначение сверла, посмотрите на хвостовик инструмента.
Русское обозначение следующее.

Изображение №4: Правила расшифровки российской маркировки
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, маркируются символом HSS. В зависимости от модификаций и особенностей производства на него наносятся различные дополнительные маркировки.
Поэтому, даже не глядя на маркировку сверла, можно точно определить тип и функцию инструмента по внешним признакам. А затем можно перейти к более детальному рассмотрению его характеристик.
Буровые коронки по типам
В зависимости от “отправной точки” все упражнения можно разделить на несколько больших групп:
- в зависимости от типа материала инструмента (быстрорежущая сталь, твердый сплав, закаленный, с покрытием и т.д.;)
- для металлообработки;
- Для дерева (они имеют тонкий, острый кончик для облегчения врезания);
- Для хрупких, но твердых материалов (бетон, кирпич и т.д.) – узнаваемы по характерному режущему конусу с парой “чешуек” с твердой поверхностью;
- Сверла с ударной нагрузкой – отличаются выступами и канавками на цилиндрическом хвостовике для зажима в сверлильном патроне.
Таким образом, даже не глядя на маркировку сверла, по внешним признакам можно точно определить тип и функцию инструмента. А затем можно перейти к более подробному рассмотрению его свойств.
Назначение бурового долота

Очень узкие сверла обычно не имеют маркировки (их просто негде гравировать!). Сверлильные хвостовики диаметром 3 мм и более имеют буквенно-цифровой код для обозначения:
- Марка материала – наиболее распространенная быстрорежущая сталь обозначается буквой P. Также используются невольфрамовые быстрорежущие стали (марки ЭК-41, ЭК-42) и твердые сплавы (ВК6, ВК8, Т15К6, Т5К10);
- Процентное содержание вольфрама в сплаве (например, P6 – быстрорежущая сталь с 6% содержанием вольфрама);
- Типы легирующих элементов (буквы: М обозначает молибден, F – ванадий, К – кобальт, А – азот, SH – электрошлаковый переплав);
- Массовые доли других легирующих элементов (также на рисунках);
- Наконец, символ диаметра (может отсутствовать) и число рядом с ним указывают на рабочий размер сверла.

Например: обозначение на сверле P6M5K5 10.6 указывает на инструментальную сталь с 6% вольфрама в сплаве, плюс легирующие добавки молибдена (5%) и кобальта (5%), диаметр инструмента 10,6 мм.
Обратите внимание, что чем больше диаметр сверла, тем подробнее его маркировка (может включать класс точности, название производителя и т.д.).
Маркировка фрезы выглядит следующим образом
- P18 – удовлетворительный индекс, повышенная шлифуемость, указывает на широкий диапазон температур закалки.
- P9 – имеет более высокую стойкость к истиранию, более узкий диапазон температур закалки, более высокую пластичность.
- P6M5 – дополнительно добавляется молибден, повышенная склонность к обезуглероживанию.
- R12F3 – имеют меньшую измельчаемость, используются для буровых работ средней тяжести. Добавляется 3% ванадия.
- R6M5F3 – повышенная износостойкость, работа при средней скорости резания, используется для углеродистых и легированных инструментальных сталей.
- Р9К5,
- Р6М5К5,
- Р18К5Ф2 – добавляется кобальт, что обеспечивает повышение вторичной твердости, жаропрочности, более высокий режим резания.
Имеют обозначение 2304 – эксплуатационные и конструктивные характеристики. Полное имя – 2304-4001-50-108. Значение от 50 до 108 может быть разным. Указывает возможное значение диаметра.
Иностранные обозначения (DIN и HSS) имеют несколько иной смысл – хотя в основном они означают одно и то же.
- HSS (High Speed Steel) – это общее название группы быстрорежущих сталей;
- О “специализации” сверла говорят следующие буквы: R (или без буквенного кода) – сверла с наименьшим сопротивлением, G – для работы с углеродистыми и легированными сталями, чугуном и цветными металлами, E – для кислотостойких нержавеющих сталей, HSS-G TiN и HSS-G TiAlN для работы с титаном. Конечно, “обратная совместимость” также верна – титановое сверло идеально подходит для обработки углеродистых и нержавеющих сталей;
- Если вы хотите узнать подробный состав материала сверла, обратитесь к специальной таблице.
Таблица совместимости общего химического состава сталей HSS и их отечественных аналогов.
| Тип | Национальный аналог | Химический состав, %. | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C (углерод) | Mn (марганец) | Si (кремний) | Cr (хром) | V (ванадий) | W (вольфрам) | Mo (молибден) | Co (кобальт) | Ni (никель) | ||
| Вольфрамовые стали HSS | ||||||||||
| T1 | Р18 | 0,75 | – | – | 4,00 | 1,00 | 18,00 | – | – | – |
| T2 | R18F2 | 0,80 | – | – | 4,00 | 2,00 | 18,00 | – | – | – |
| T4 | R18K5F2 | 0,75 | – | – | 4,00 | 1,00 | 18,00 | – | 5,00 | – |
| T5 | 0,80 | – | – | 4,00 | 2,00 | 18,00 | – | 8,00 | – | |
| T6 | 0,80 | – | – | 4,50 | 1,50 | 20,00 | – | 12 | – | |
| T8 | 0,75 | – | – | 4,00 | 2,00 | 14,00 | – | 5,00 | – | |
| T15 | R12F5F5 | 1,50 | – | – | 4,00 | 5,00 | 12,00 | – | 5,00 | – |
| Высоколегированная сталь HSS | ||||||||||
| M41 | R6M3K5F2 | 1,10 | – | – | 4,25 | 2,00 | 6,75 | 3,75 | 5,00 | – |
| M42 | 1,10 | – | – | 3,75 | 1,15 | 1,50 | 9,50 | 8,00 | – | |
| M43 | 1,20 | – | – | 3,75 | 1,60 | 2,75 | 8,00 | 8,25 | – | |
| M44 | 1,15 | – | – | 4,25 | 2,00 | 5,25 | 6,25 | 12,00 | – | |
| M46 | 1,25 | – | – | 4,00 | 3,20 | 2,00 | 8,25 | 8,25 | – | |
| M47 | P2AM9K5 | 1,10 | – | – | 3,75 | 1,25 | 1,50 | 9,50 | 5,00 | – |
| M48 | 1,42-1,52 | 0,15-0,40 | 0,15-0,40 | 3,50-4,00 | 2,75-3,25 | 9,50-10,5 | 0,15-0,40 | 8,00-10,0 | до 0,30 | |
| M50 | 0,78-0,88 | 0,15-0,45 | 0,20-0,60 | 3,75-4,50 | 0,80-1,25 | до 0,10 | 3,90-4,75 | – | до 0.30 | |
| M52 | 0,85-0,95 | 0,15-0,45 | 0,20-0,60 | 3,50-4,30 | 1,65-2,25 | 0,75-1,50 | 4,00-4,90 | – | до 0,30 | |
| M62 | 1,25-1,35 | 0,15-0,40 | 0,15-0,40 | 3,50-4,00 | 1,80-2,00 | 5,75-6,50 | 10,0-11,0 | – | до 0,30 | |
Сверла с маркировкой M1 более гибкие, менее восприимчивы к ударам и подходят для общей обработки. Сверла M2 уже используются для высокопроизводительной обработки благодаря высокой стойкости к покраснению и сохранению режущей кромки. Обозначение M7 указывает на гибкость и увеличенный срок службы сверла, что важно при сверлении твердого листового металла. Сталь M42 используется для сверл для твердых и сложных материалов, а сталь M50 – для портативного оборудования, где поломка инструмента из-за изгиба нежелательна.
Сверла HSS-E аналогичны отечественным универсальным сверлам P6M5. Они подходят для обработки низкоуглеродистых сталей и чугуна, а также твердых легированных и нержавеющих сталей (в том числе кислотостойких). Инструмент HSS-Co (с добавлением кобальта в сплав) аналогичен российскому сверлу Р6М5К5 (также содержит 5% кобальта в быстрорежущем сплаве). HSS-G TiN – самое стойкое сверло для работы с прочными титановыми изделиями. Его эквивалентом является национальный инструмент P6T5 (последняя буква и цифра указывают на 5% содержание титана, который придает быстрорежущей стали особую прочность). Поверхностная твердость сверл с покрытием из титан-алюминий-нитрида (HSS-G TiAlN) составляет уже 3000 HV, а жаропрочность – 900°C. Сверла для обработки нержавеющих сталей обозначаются HSS-E VAP (V2A или V4A).
Сверла для сверлильных станков
Буровые коронки для перфораторов часто называют “буровыми коронками”. Между ними есть несколько важных различий:
- Во-первых, только очень хрупкие и в то же время очень твердые материалы (бетон, кирпич, природный камень и т.д.) можно сверлить с ударной нагрузкой. Шнеки имеют специальную усиленную конструкцию и сверхтвердую режущую кромку (чешуйчатый режущий наконечник шнека похож на режущую кромку буров по бетону).
- Во-вторых, буровые коронки устанавливаются в специальные бурильные машины – перфораторы. Их рукоятки не только вращаются, но и перемещаются в осевом направлении. Таким образом, достигается воздействие инструмента на материал – наряду с вращательным “погружением” в него. Эта механика требует надежного зажима инструмента в сверлильном патроне – сверла имеют хвостовик с продольными выступами и канавками (в отличие от обычных сверл с абсолютно гладким цилиндрическим хвостовиком). Эта система крепления называется SDS.
Поэтому маркировка на сверлах немного отличается от маркировки на обычных сверлах:
- Во-первых, система зажима бурового долота (конструкция хвостовика) обозначается SDS-max или SDS-plus;
- Затем две цифры указывают на диаметр и длину сверла (в миллиметрах).
Например, шнек “SDS-max 16*670” имеет диаметр 16 мм и рабочую длину 670 мм.
Обратите внимание, что диаметр сверла всегда равен четному числу. Соответственно, диапазон размеров инструмента будет выглядеть как Ø4 мм, Ø6 мм, Ø8 мм и т.д.
И еще раз к внешнему виду!
В начале этой статьи мы говорили о внешнем виде сверла – опытный глаз сможет сразу определить его назначение. Аналогичным образом, ценную информацию можно получить из цвета бура или сверла:
- Обычный серый цвет указывает на “голую” инструментальную сталь без покрытия. Такой инструмент может быть хорошего качества, но подвержен коррозии и быстрому износу (поскольку не имеет дополнительной термической обработки для укрепления стали);
- “Уплотненный” черный оттенок указывает на то, что материал был обработан паром. Это повышает износостойкость инструмента и тем самым продлевает срок его службы;
- Желто-золотистый цвет означает, что материал сверла был закален (значительное повышение прочности инструмента), а затем отпущен (термическая обработка для снятия внутренних напряжений после закалки). Эти сверла имеют хороший ресурс инструмента, но из-за склонности закаленной стали к образованию хрупких трещин “золотой цвет” инструмента чувствителен к перегреву и колебаниям температуры. Поэтому во время использования инструмент необходимо периодически охлаждать, как рекомендует производитель (особенно это касается перфораторов). И ни в коем случае не охлаждайте сверла жидкостью!
- ярко-золотистый цвет – поверхность такого сверла обработана нитридом титана. Это покрытие снижает контактное трение в зоне резания и одновременно укрепляет металл инструмента.
Именно поэтому золотые сверла и буры считаются “элитными” среди высококачественных инструментов. Но цена таких дрелей, естественно, выше.
Хвостовик сверла имеет различную конфигурацию – цилиндрическую, коническую и шестигранную. На практике чаще всего используются цилиндрические модели. У них есть небольшая особенность: диаметры сверла и хвостовика могут не совпадать. Специалисты утверждают, что если оснастить буровой инструмент цилиндрическим хвостовиком немного большего диаметра, то такой маневр сделает зажим более прочным. Это также имеет недостаток, заключающийся в увеличении рекомендуемой мощности инструмента. Но сверло не будет повреждено, если такое сверло заклинит во время работы. Конические хвостовики подходят для сверл в промышленных дрелях. Заготовки обрабатываются с такими хвостовиками на заводских станках. Инструмент с шестигранным хвостовиком служит для хорошего зажима в специальных патронах и кулачковых патронах.
Правила заточки
Угол заточки сверла показывает, насколько остро заточена рабочая поверхность и кромки. В зависимости от техники заточка может быть одноплоскостной или конической. Небольшие сверла диаметром до 3 мм можно затачивать с помощью метода одной плоскости. Для заточки таких режущих инструментов необходим специальный наждачный круг. Сверло устанавливается под углом 30 градусов к шлифовальному кругу так, чтобы его режущая кромка касалась поверхности наждачного круга.
Коническая заточка считается более сложной. Этот метод используется для сверл диаметром более 3 мм. Держите инструмент обеими руками одновременно за хвостовик и спиральную часть и вращайте при повороте, чтобы сформировать конус. Сверла затачиваются под определенным углом. Угол заточки зависит от области применения. Если, например, вы сверлите бронзу или высокопрочную сталь, угол заточки должен быть не менее 120 градусов, оптимальный угол – 130-140. Для сверления мягких металлов достаточно угла заточки 100.

Сверление в металле – это технологический процесс, направленный на получение отверстий различного диаметра в листах и заготовках с помощью специальных вращательных .
маркировка сверл hss и din
 HSS. Эта маркировка используется на инструментах иностранного производства, применяемых в профессиональной металлообработке, способных обрабатывать материалы с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, указывающие, какой металл еще добавлен в сплав, например:
HSS. Эта маркировка используется на инструментах иностранного производства, применяемых в профессиональной металлообработке, способных обрабатывать материалы с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, указывающие, какой металл еще добавлен в сплав, например:
- HSS-G TiN (нитрид титана),
- HSS-G TiAlN (напыленный нитрид титана-алюминия),
- HSS-Co (добавление кобальта),
- HSS-E (с добавлением кобальта),
- HSS-G (добавление P4M3-молибдена),
- HSS-R (добавление P2M1-молибдена),
- HSS-E VAP (оборудование для обработки нержавеющей стали).
DIN. Сверла с таким обозначением предназначены для обработки металла с мягкой или средней стружкой. Это универсальные дрели, которые чаще используются мастерами в домашних условиях, чем в профессиональных мастерских.

Центровочная дрель относится к профессиональным многофункциональным инструментам комбинированного типа. Другими словами, он имеет несколько различных рабочих частей, использующих .

Не только мастера часто путают конусные сверла со ступенчатыми (не принимая во внимание профессионалов в .

Сверление в металле – это технологический процесс получения отверстий различного диаметра в листовом металле и заготовках с помощью специального вращающегося .

Кольцевые сверла – это режущие инструменты типа коронки, используемые для высококачественного сверления отверстий большого диаметра. Конструктивно они представляют собой полый цилиндр, .
Читайте далее: