Процесс MAG/MIG сварки осуществляется с обратной полярностью – электрод должен быть “+”, а заготовка “-“. Однако иногда может использоваться ток прямой полярности и переменный ток, в зависимости от конструкции и типа свариваемого металла.
Сварка MIG/MAG – характеристики и процессы
Сварка – это основной технологический процесс, с помощью которого получают прочные, высокопрочные соединения. Он подходит для различных металлов – стали, алюминия, цинка, чугуна, меди и многих цветных металлов. Однако, чтобы быть уверенным в хорошем качестве сварки, стоит рассмотреть варианты, особенно MIG-сварку.
Она выполняется в среде инертного газа с помощью полуавтоматического аппарата, который в соответствии с международными стандартами называется сварочным аппаратом класса MIG (металл в инертном газе). В буквальном переводе mig-сварка подразумевает наличие специального газа, который надежно защищает область горячего металла от окисления.

Вас также могут заинтересовать следующие статьи:
- Наивысшая степень защиты расплавленного металла за счет использования защитных газов. Они предотвращают попадание воздуха в рабочую зону и прекрасно изолируют сварочный бассейн от внешних воздействий;
- простота использования. MIG-MAG дает возможность работать в любом положении и позволяет визуально наблюдать за процессом сварки, формированием линии шва и ее корректировкой при необходимости;
- отличный результат. Сварной шов получается более гладким и полностью очищенным от шлака. Это позволяет сэкономить время на очистке обрабатываемых металлических поверхностей;
- производительность Он экономит время при зачистке металлической поверхности; эффективность процесса зачистки является одной из самых высоких.
В качестве источников питания для сварочных полуавтоматов постоянного тока используются выпрямители и инверторы, каждый из которых отличается от других по определенным параметрам и имеет свои преимущества. Для того чтобы принять решение о выборе конкретного типа аппарата, необходимо определить условия, в которых в основном будет выполняться сварка.
Например, универсальный полуавтомат инверторного типа FUBAG INMIG 160, способный работать не только в режиме MIG-MAG, но и в режиме MMA, подойдет для нечастого бытового использования. Он оснащен специальным евроразъемом, который позволяет быстро подключить или заменить резак (возможно использование изделий другого производителя, соответствующих стандарту). С помощью Fubag INMIG 160 вы можете построить теплицу, сарай или барбекю. Он также подходит для кузовного ремонта.
В предложении PRORAB стоит отметить полуавтоматический инверторный сварочный аппарат MIDFIELDER 160 MOS. Его можно сваривать в обоих защитных газах проволокой диаметром 0,6-0,8 мм, расположенной в устройстве подачи проволоки рядом с панелью управления, и плавящимся электродом диаметром 2,5-3,2 мм (достаточно щелочи, целлюлозы, рутила и т.д.). MIDFIELDER 160 MOS идеально сваривает детали и конструкции из углеродистой стали, нержавеющей стали и алюминия. Он отлично сваривает детали и конструкции из низколегированной и нержавеющей стали, а также чугуна и стали.
Среди выпрямителей для MIG-MAG наиболее популярным является Fubag TSMIG 180. Он может работать как с защитным газом, так и с порошковой проволокой. Бесступенчатая регулировка сварочного тока и ступенчатая подача проволоки позволяют установить оптимальное значение для вашей задачи. Машина надежно защищена от перегрева благодаря принудительному воздушному охлаждению. Максимальный ток составляет 145 А.
| Технические характеристикиМаксимальный ток – 145 А. | Технические данные/модель | Fubag TSMIG 180 | ФУБАГ ИНМИГ 160 |
| ПОМОЩНИК 160 | 145 | 160 | 160 |
| Макс. сварочный ток, A | 0,6-0,9 | 0,6-1 | 2,5-3,2 |
| диаметр электрода/проволоки, мм | 15 | 30 | – |
| Рабочий цикл при макс. токе, %. | 220 | 220 | 220 |
| Номинальное напряжение, В | Размеры, мм | 535x300x443 | – |
| 450x240x340 | 27,5 | 14,3 | – |
Вес, кг
Универсальные сварочные полуавтоматы лучше, чем простые сварочные инверторы для MIG/MAG сварки. Используя различные режимы, вы можете выполнять любую работу с помощью одной машины. Такая универсальность компенсирует более высокую цену по сравнению с простыми инверторами. Они будут незаменимы для работы в частном хозяйстве, гараже, коттедже или небольшой мастерской. Уже сейчас вы можете выбрать и заказать подходящее устройство из каталога на нашем сайте.
- Вас также могут заинтересовать следующие статьи:
MIG-MAG – сварка под надежной газовой защитой
Сварка MIG-MAG является одним из наиболее распространенных и широко используемых процессов. В этом тексте вы узнаете об отличиях сварки в газовой среде от других методов сварки, о технике, используемой в этом процессе, и о влиянии основных характеристик на выбор клиентом сварочных полуавтоматов.
Полуавтоматический сварочный аппарат MIG-MAG имеет несколько режимов работы:
MAG сварка .
Второй тип сварочных полуавтоматов для сварки металлов – это MAG-сварка, которая происходит в атмосфере активного газа, например, углекислого газа. Принцип сварки идентичен методу MIG, но в баллон закачивается углекислый газ, который стоит дешевле инертного газа. Этот метод сварки имеет определенные ограничения – MAG-сварка подходит только для легированных и низколегированных сталей. MAG-сварка не уступает MIG-сварке по удобству использования и универсальности применения.
Сварочный аппарат MIG/MAG для профессионального использования часто работает как в режиме сварки в углекислом газе, так и в режиме сварки в инертном газе. Это сварочное оборудование позволяет сварщику регулировать силу тока и может работать с проволокой любого диаметра. Наиболее часто используется проволока диаметром 0,5-4,0 мм, но выбор зависит от толщины металла и химических свойств проволоки в каждом конкретном случае.
| MAG сварка с использованием углекислого газа | 6.0-8.0 | 4.0-5.0 | 3.0 | 2.0-2.5 | 1.5-2.0 | 1.5 |
| Толщина шва, мм | 1.2-1.6 | 1.2-1.6 | 1.2-1.4 | 1.0-1.2 | 1.0-1.2 | 0.8-1.0 |
| Диаметр электрода, мм | 200-300 | 200-300 | 200-300 | 130-170 | 130-150 | 95-125 |
| Сила тока, A | 12-18 | 11-16 | 8-12 | 6-7 | 6-7 | 6-7 |
| Потребление активного газа, литров в минуту | 500-700 | 500-700 | 350-500 | 150-250 | 150-220 | 150-220 |
| Скорость подачи проволоки, м/час | 10-20 | 10-20 | 10-13 | 10-13 | 10-13 | 6-10 |
Длина открытого провода, мм
В зависимости от модели полуавтомата, сварка происходит при напряжении холостого хода 19-30 В. Подавляющее большинство полуавтоматов, как полупрофессиональных, так и бытовых, не имеют возможности регулировки скорости подачи тока и рабочего напряжения. Этот подход обеспечивает автоматическую стабилизацию дуги (автокоррекцию).

Полуавтоматические сварочные аппараты MIG-MAG
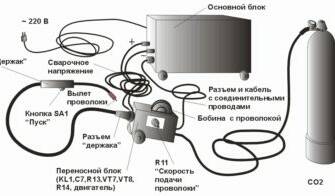
- Все полуавтоматические сварочные аппараты MIG-MAG, представленные сегодня на рынке, состоят из нескольких частей:
- Генератор тока – инвертор или трансформатор.
- Газовый баллон, оснащенный регулятором.
- Кабели, шланги.
- Резак оснащен системой подачи проволоки.
Устройство подачи проволоки.
Специальная проволока (алюминиевая или стальная, иногда это могут быть и другие материалы), намотанная на колотушку и подаваемая в зону сварки, автоматически выступает в качестве электрода, который расплавляется. Скорость подачи специальной проволоки пропорциональна ее диаметру и рабочему току. Сварщик вносит горелку в зону сварки и нажимает на ручку. После образования дуги электродвигатель подает алюминиевую или стальную проволоку в шов. В свою очередь, газ под давлением раздувает сварочную ванну и предотвращает попадание атмосферных газов в нагретый металл, тем самым устраняя процесс окисления свариваемых деталей. В этом случае инертный газ берет на себя функцию покрытия электрода, используемого при обычной сварке ММА. Основное отличие заключается в том, что защитная атмосфера не создается за счет горения электродного покрытия, а подается готовой извне.
Преимущества полуавтоматической сварки MIG-MAG
- Некоторые эксперты считают полуавтоматические сварочные аппараты MIG/MAG несколько громоздкими. Газовый баллон, барабан для проволоки, трансформатор или инвертор не увеличивают мобильность таких моделей. Однако полуавтоматический MIG-MAG имеет много преимуществ перед своими аналогами:
- Способность сваривать даже очень тонкие металлические листы.
- Минимальный расход проволоки из стали, алюминия или других металлов.
- Легкий розжиг и обслуживание дуги (особенно в инверторных моделях).
Отсутствие вредных испарений во время сварки.
Взаимосвязь между силой тока и диаметром проволоки при сварке различных металлов
В зависимости от химических свойств свариваемого металла необходимо выбрать соответствующий диаметр проволоки и силу тока. В таблице показаны важные корреляции этих двух параметров для различных материалов.
Устройство подачи проволоки в аппаратах MIG/MAG
- Полуавтоматическое устройство подачи проволоки MIG-MAG имеет усовершенствованный механизм, который обеспечивает следующие преимущества:
- Мягкий плавный старт – в начале сварки MIG-MAG проволока выходит на низкой скорости, позволяя дуге разгореться и стабилизироваться;
- Устраняет риск заклинивания проволоки в начале работы;
- Автоматическая подача сварочной проволоки с плавной регулировкой, обеспечивающая постоянную скорость подачи проволоки;
- Полярность может быть изменена (при использовании порошковой проволоки);
- Защита сварочной проволоки от захвата сварочной проволоки в горелку при прекращении подачи проволоки, подача тока прекращается до остановки подачи проволоки;
Можно установить режим импульсной сварки.
Сварка MIG/MAG обычно выполняется с использованием тока обратной полярности. Однако, в зависимости от задачи и характеристик сварочного полуавтомата, может использоваться как переменный ток, так и фиксированная полярность.
Режим работы полуавтоматических сварочных аппаратов MIG-MAG
- Полуавтоматические аппараты MIG-MAG имеют несколько режимов работы:
- Короткая дуга – тонкие металлы свариваются пульсирующим током. В этом случае сам процесс сварки представляет собой серию коротких замыканий, когда расплавленный материал проволоки замыкает сварочное напряжение.
- Дуга распыления – сварка MIG-MAG осуществляется с использованием импульсного тока (перенос струи). Форма импульсов отличается от режима короткой дуги – в этом случае расплавленный материал переносится в виде капель, что позволяет сваривать относительно толстые металлы.
- Импульсная дуга является разновидностью режима Spray Arc, но отличается от него частотой импульсов и меньшим значением тока. Он считается лучшим выбором для сварки цветных металлов, алюминия, нержавеющей стали или сложных сплавов.
Импульсная дуга – характеризуется импульсами двух регулируемых уровней тока (перекрывающиеся импульсы тока высокой и низкой частоты). Этот режим сварки MIG-MAG идеально подходит для декоративной сварки, обеспечивая не только эстетику, но и высокое качество.
- Также представлены полуавтоматические машины MIG/MAG:
- Ags Force – Регулировка энергии дуги;
- Lift – высокочастотный поджиг дуги (обычно используется при сварке TIG);
Hot start – дословно переводится как “горячий старт”. – означает увеличение сварочного тока в начале сварочной операции.

Проволока для сварки MIG/MAG
- Принцип сварки MIG или MAG основан на газовой атмосфере, которая создается с помощью инертного или активного газа. Однако качество используемой сварочной проволоки также влияет на конечный результат. В полуавтоматических сварочных аппаратах MIG-MAG чаще всего используются четыре основных типа проволоки:
- Алюминий – обеспечивает пластичность и высокую прочность соединения, устойчивость к растрескиванию и коррозии. При сварке алюминиевых сплавов, имеющих сложный химический состав, специалисты рекомендуют отдавать предпочтение универсальному типу сварочной проволоки.
- Сталь (нержавеющая сталь) – это высоколегированная сталь в качестве исходного материала. Исходный материал также содержит марганец, азот, фосфор, углерод и хром. Эта проволока предназначена для соединения деталей из нержавеющей стали, обеспечивая высокую коррозионную стойкость и надежный сварной шов.
- Омедненные – имеют специальное медное покрытие и подходят для сварки углеродистых и низкоуглеродистых сталей. Соединение не только аккуратное, но и очень прочное.
Порошок – внутри полой металлической проволоки находится порошок, который состоит из антиоксидантов: ферросплавов, различных руд, сложных химических соединений. Использование флюсовых материалов при сварке MIG-MAG позволяет сваривать различные металлы без газа, так как флюс берет на себя его функции. По сравнению с покрытым электродом, используемым при сварке ММА, порошок практически не выделяет вредных веществ (выделяет всего 15-40% от общего количества). При сварке MAG порошковая проволока обеспечивает мягкое, но стабильное горение дуги.
Медные и порошковые проволоки наиболее удобны в использовании – сварка MIG/MAG выполняется на достаточно хорошей скорости без разбрызгивания. Эти расходные материалы распространены не только в быту, но и в профессиональной среде.
При выборе проволоки для MIG-MAG сварки важно учитывать не только состав свариваемых металлов, но и то, с какими наконечниками можно использовать сварочные материалы.
Преимущества полуавтоматической сварки очевидны, прежде всего, это высокая скорость сварки. Длина сварочной проволоки большая, количество газа в баллоне также велико. Благодаря автоматической подаче проволоки к месту сварки значительно увеличивается скорость и масштаб сварочных работ.
Преимущества и недостатки полуавтоматической сварки
Преимущества полуавтоматической сварки очевидны, и в первую очередь это высокая скорость сварки. Длина сварочной проволоки большая, количество газа в баллоне также велико. Благодаря автоматической подаче проволоки к месту сварки скорость и масштаб сварочных работ значительно возрастают.

Второе преимущество – очень чистый и гладкий сварной шов. Невозможно получить такой шов при ручной дуговой сварке, как и невозможно эффективно сварить очень тонкие металлы. Полуавтоматическая сварка – лучший способ сварки тонкостенных деталей толщиной до 0,5 мм.
Единственным недостатком полуавтоматической сварки является необходимость иметь под рукой защитный газ в баллоне. Само собой разумеется, баллон нужно наполнить и доставить к месту сварки, что не очень удобно и просто. Более того, в некоторых местах баллоны вообще не поставляются. В таких случаях выполняется полуавтоматическая сварка с использованием .
порошковая проволока
Низкая производительность по сравнению с другими процессами сварки (MIG-MAG, TIG)

Преимущества и недостатки сварки MMA, MIG-MAG и TIG
Первое, что отличает этот процесс, – его доступность и простота. На этом основываются многие начинающие сварщики. Для ручной дуговой сварки требуется сам аппарат, горелка и штучные электроды. Тепло дуги расплавляет электрод, оставляя в точке контакта с изделием постоянное соединение – прихваточный шов.
Сварочные аппараты (инверторы) доступны по цене
Легкая и компактная конструкция устройств
Возможность сварки во всех положениях
Дополнительные функции, облегчающие сварку
Недорогие расходные материалы
Ограничены типом и толщиной свариваемого металла
Низкая производительность по сравнению с другими процессами сварки (MIG-MAG, TIG)
Дополнительные усилия и время, необходимые для удаления шлака и окалины

Когда полезен аппарат для электродуговой сварки? Если оборудование требуется время от времени и производительность не важна, инвертор идеально подходит для ремонтных и строительных работ. Такой станок часто используется в домашних условиях и занимает почетное место среди инструментов многих домашних мастеров.
MIG-MAG сварка – производительность и перспективы на будущееСварочные аппараты MIG-MAG

– Шаг к профессиональному сварочному оборудованию. Конечно, сварочные полуавтоматы можно встретить и в домашних хозяйствах, но чаще всего они используются на промышленных предприятиях по производству и ремонту автомобилей или в слесарных мастерских.

Основными особенностями этого вида сварки является использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. В процессе сварки проволока подается автоматически, а сам механизм производит высококачественный и эстетичный сварной шов.
В зависимости от типа газа возможна полуавтоматическая сварка:MIG (инертный газ)
– инертным газом. Аппараты MIG идеально подходят для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.MAG (Metal Active Gas)
– Азот, двуокись углерода и другие кислородсодержащие газы. Этот тип сварки используется для низколегированных, нелегированных и коррозионностойких сталей.
В некоторых случаях можно вообще отказаться от газа. Для этого требуется жила провода, которая изначально имеет достаточную защитную оболочку.
Экономия времени при замене электродов
Расширенный диапазон рабочих температур
Дополнительная обработка сварного шва не требуется.
Высококачественные и долговечные сварные швы
Простое управление благодаря широкому набору функций
Труднодоступные места могут быть труднодоступными для сварки
Дорогой стартовый набор (в дополнение к машине необходимы: резак, катушка проволоки, газовые баллоны, регуляторы и шланги) В итоге: этот вид сварки требует частого использования и уже является настоящей инвестицией, требующей отдачи. Хотя для домашнего использования производители предлагают недорогие машины. Ассортимент полуавтоматических машин FUBAG включает, например, следующее ИРМИГ 160

и его более дорогих аналогов.
Аргонодуговая сварка (TIG) – исключительное качество сварного шва

Этот тип сварки не будет работать, если сварщик не имеет опыта и не обучен должным образом. Однако это не лучшее место для начала работы, более целесообразно использовать инвертор или полуавтомат.
В отличие от предыдущих методов, вместо проволоки или расходуемого электрода используется вольфрамовый электрод с высокой температурой плавления. Этот процесс происходит в атмосфере защитного газа – аргона. При аргонодуговой сварке сам электрод не плавится. Поэтому для сварки можно использовать присадочный материал, изготовленный из того же металла, что и заготовка. В некоторых случаях шов образуется путем оплавления края.
Может работать с любым металлом небольшой толщины
Высококачественная сварка
Широкий диапазон сварочного тока
Точная настройка параметров сварки
Дополнительные функции, облегчающие процесс
Низкая скорость процесса сварки (по сравнению с другими процессами сварки)
Ручная подача сварочной проволоки
Тщательная подготовка заготовки
Дорогой пакет оборудования
Необходимость использования машины в закрытом помещении
Тем не менее, этот процесс сварки не имеет себе равных для тонкостенных материалов. Поэтому всегда существует спрос на этот материал для конкретных применений.Что вы должны знать об оборудовании TIG
? В зависимости от конструкции, машины могут сваривать на постоянном и/или переменном токе. Сварочные аппараты постоянного тока являются правильным выбором для сварки стали, нержавеющей стали, титана и меди. Аппараты переменного тока подходят для сварки алюминия и его сплавов.
Некоторые сварочные аппараты имеют функцию импульсной сварки. Это важно при работе с алюминием и материалами, содержащими этот тип металла. С помощью этой функции можно регулировать подачу тепла.
Какие основные процедуры сварки являются предпочтительными?
Итак, все вышесказанное можно резюмировать. Используйте таблицу ниже, чтобы найти идеальный сварочный аппарат для ваших нужд.
ВИДЫ МЕТАЛЛОВ
ТОЛЩИНА МЕТАЛЛА, мм
БЕНЕФИТЫ
ОГРАНИЧЕНИЯ
Сталь (углеродистая, низколегированная, высоколегированная)
Простой и недорогой процесс сварки
Минимальные расходные материалы
Сварка во всех положениях
Ограничения по типам и толщине свариваемых металлов.
Шлак должен быть удален с деталей.
Все стали, медь, алюминий и сплавы, чугун
Необходимые дополнительные расходные материалы и инструменты
Все стали, медь и ее сплавы, чугун, титан
Алюминий и его сплавы
От 0,5 мм вверх
Сварка всех металлов
Эстетичные и высококачественные сварные швы
Требуются дополнительные расходные материалы и оборудование
Закрепить материал и узнать больше вы можете из нашего видео, в котором показана классификация сварочных процессов:
Наиболее часто используемым защитным газом является аргон. Этот газ не взаимодействует со сварочными материалами и служит только в качестве защиты от негативных внешних воздействий.
Сокращения ММА, TIG, MIG, MAG
MMA – это ручная дуговая сварка, которая выполняется с использованием только одного электрода. Этот процесс сварки является наиболее популярным, особенно в бытовом применении. Процесс ММА включает в себя расплавление металла и электрода в виде стержня, покрытого специальным покрытием.
Материалы электродов для сварки ММА, а также состав наплавки могут быть различными. Таким образом, с помощью ручной дуговой сварки можно сваривать различные металлы, сталь, чугун и т.д. Ручная дуговая сварка является самым простым процессом соединения металлов и требует наличия сварочного инвертора и подходящего типа электрода.
TIG – это процесс дуговой сварки, который, в отличие от предыдущего, выполняется неплавящимся электродом в среде инертного газа. Для этого процесса используются специальные вольфрамовые электроды с очень высокой температурой плавления выше 3000 C.
Технология сварки TIG
- Сварка TIG выполняется следующим образом:
- Между концом вольфрамового электрода и свариваемым изделием возникает электрическая дуга, как при сварке MMA;
- Поскольку для сварки используется неплавящийся электрод, сварочная ванна заполняется не им, а специальным присадочным материалом, проволокой или прутком;
Кроме того, в процессе сварки TIG для защиты сварочной ванны используется инертный газ.
Наиболее часто используемым защитным газом является аргон. Этот газ не взаимодействует со сварочными материалами и служит только в качестве защиты от негативных внешних воздействий.
MAG и MIG – дуговая сварка в активном и инертном газе, аббревиатуры означают MIG и MAG соответственно. Плавящаяся проволока чаще всего используется для сварки, и под этим названием мы обычно понимаем полуавтоматическую сварку. Основная цель, которую преследуют разработчики полуавтоматической сварки, – добиться “бесконечного электрода”, дающего значительные результаты в работе.
Основным сварочным материалом, необходимым для сварки, является сварочная проволока. Его диаметр должен соответствовать толщине свариваемого материала. Кроме того, заготовка и проволока должны быть изготовлены из одинаковых материалов.
Область применения
- Процесс MIG/MAG используется для
- Сваривайте листы толщиной до 0,5 мм. При работе с этими материалами необходимо увеличить интенсивность подачи тепла. Это позволит избежать искажения пластин и повысить производительность.
- Сваривать следует низколегированные и низкоуглеродистые материалы.
- Сварка сплавов железа или алюминия во всех пространственных положениях
Сварка цветных пластин среднего размера (до 0,2 см).
Благодаря тому, что метод MIG/MAG позволяет сваривать различные металлы всех марок, он активно используется во многих отраслях промышленности. Эта технология используется в производстве автомобилей, морских судов и морских сооружений. Использование сварочных полуавтоматов в производстве требует от сварщика высокой квалификации и опыта. Рабочий должен уметь управлять сварочными аппаратами, состоящими из большого количества компонентов. При организации промышленного производства с использованием сварки MIG/MAG необходимо тщательно подготовить цех – обеспечить вентиляцию и приобрести стационарное сварочное оборудование. В противном случае газовая установка будет работать нестабильно из-за сквозняков.
Из минусов: гарантия маленькая, нет сервиса по России и Москве, только в Ивантеевке (Подмосковье). Гарантия небольшая, нет сервиса по России и Москве, а только Ивантеевка (в Московской области). Вообшем даже не занимаются, как будто страдает внутренний порядок в компании и организация и хорошее качество продукта не ждет. Проблемы с ремонтом, который мне не нужен.

ПОИСК СОЛЮТОМАТИЧЕСКОЙ сварки при сварке MMA MIG MAG TIG и это вышло!
Этот обзор написан для тех, кто стоит перед выбором надежного качественного сварочного аппарата для домашнего использования с небольшим простором для профессионального развития!
Я написал его 1,5-2 года назад. Поэтому некоторые цены и модели могут быть устаревшими. Но основная суть и исследования в этой области остаются актуальными!
Мне очень не хватало этого обзора, когда я делал свой выбор. Теперь он может помочь вам при выборе сварочного полуавтомата (если вы все еще верите мнениям незнакомых людей :)
У меня возникла необходимость в покупке сварочного аппарата (ремонт автомобиля, поделки в гараже, предстоящее строительство дома, сарая и т.д…). И все эти задачи должен выполнять сварщик!
Предисловие:
Если вам не интересно, как я дошел до жизни такой, прочтите абзац ниже, где говорится “о AVRORA PRO OVERMAN 200”.

Поэтому я решил возиться со своей машиной.
Товарищ одолжил “Ресанту” с ручной дуговой сваркой (ММА) и тремя 3-миллиметровыми электродами. – На – говорит, учись сваривать!
В теории я понимал, что такое “дуга”, “сварочная ванна”, “шов” и так далее….. но на практике – “0”. Я потренировался на куске металла, поиграл с настройками и вот, пожалуйста! Мне нравится, что все довольно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, никаких сложностей в обращении нет.
Но есть и некоторые недостатки:
– Это искры, и их очень много! Если готовить в кабине, можно все сжечь!
– Держатель электрода – пуф (электрод всегда выскальзывает при малейшем усилии.
– Шлак на сварном шве! Постоянно постукивать молотком, шлифовать шлифовальным кругом, напильником, наждачной доской, тем, что можно и что есть под рукой. И есть узкие места, куда не дотянется ни молоток, ни огниво – и это проблема, потому что шлак не сваривается надолго, он пористый и некрасивый! (Короче говоря, это не эстетично и не приносит удовлетворения).
– Вы должны поймать дугу, если вы сделаете большую искру, она прогорит насквозь, если вы быстро поднесете электрод к свариваемой поверхности, он сильно прилипнет!
– Чтобы вызвать дугу, приходилось периодически “пытать” электрод, постукивать, шлифовать конец электрода, потому что шлак на электроде препятствует искре.
Такова, в двух словах, ситуация для начинающего сварщика, без инструктора и с очень дешевым сварочным оборудованием!
Муки выбора:
Я так и не закончил задание, и мысль о собственном сварочном аппарате не давала мне покоя. Я начал выбирать. Как и многие, зашел на Яндекс Маркет – посмотрел, что предлагает рынок. У меня глаза разбежались! От 2 000 рублей выпрямители
/ Трансформеры для сотен. Тысячи – это профессиональные машины на колесах с огромными возможностями, мощностью и оборудованием.
Но поскольку Яндекс Маркет все еще остается коммерческой средой с множеством неточностей, “заинтересованных” отзывов и ограниченным выбором, я решил провести дальнейший мониторинг. Я читал статьи о том, какими в основном бывают сварщики. Какой тип подходит для какой цели, как они устроены, преимущества и недостатки каждого из них. Я просмотрел десятки часов видеороликов о сварщиках, и ни один из них не восхвалял и не обвинял сварщиков. Кстати, одно из первых видео было от Aurora, где они сравнивают Overman Pro 160 с четырьмя другими полуавтоматами. Оверман определенно выиграет этот тест )))) Мне понравился этот аппарат, но коммерческий фон видео заставил меня усомниться в правдивости теста, поэтому мне пришлось потратить неделю на проверку и исследование этого вопроса.
В процессе поиска я решил, что мои потребности лучше всего удовлетворит сварочный аппарат с функцией MMA (ручная дуговая сварка). А если будет еще функция и TIG (аргонная сварка вольфрамовым электродом) – это вообще предел моих мечтаний!
Снова Яндекс Маркет, снова выбор, снова сравнение, снова мониторинг цен и отзывов на конкретные модели! И новый необходимый параметр – ток не менее 200 Ампер! Почему? Да потому что автоматический сварочный аппарат нужен на все случаи жизни, и кузовной ремонт сварить малым током, и отопительный котел сварить, и беседку состряпать, и для строительства дома использовать по полной! 200 ампер минимум и полная остановка! Более эффективные, более дорогие и, как правило, на 380 В (трехфазные) и не каждая сеть/проводка 220 В может выдержать 36 – 42 ампера сварочного износа! Например, розетки и проводка в квартирах и домах по МСТО рассчитаны на 16 ампер!
В результате в финал (после трех отборочных раундов) вышли следующие машины: 1) сварочный аппарат Сварог REAL MIG 200 (N24002) ЧЕРНЫЙ
– Любимый (из-за цвета и

2) богатая комплектация – бери и сваривай! хорошие отзывы о качестве сварки и качестве исполнения – разумная цена. Вы можете найти их дешевле, чем на рынке. За 21 000 рублей)Сварог REAL MIG 200 (N24002)
– Оранжевый брат первого, с более скупой упаковкой, но с множеством хороших отзывов. Цена приемлемая – 20000 рублей, если поискать. 3) Сварщик Tesla MIG/MAG/TIG/MMA 303

Чешский/украинский претендент, который на Яндекс маркете не продается. Импортируется серым методом из Белгорода.
Универсальная комбинированная машина с исключительными характеристиками! Есть несколько видео отзывов от ребят из Украины, которым очень хочется верить…, но комментарии и письменные отзывы не утешают. Очевидно, они часто ломаются. Склонны верить как вес, по КиловатАмперам и цепям не сильно отличается от коллег 200 амперных, так же есть все виды сварки MIG MAg MMA TIG и много вариантов с экранами и все это за 34 – 36 тысяч рублей! Мне очень понравилось!
Я не поленился позвонить в Украину и Белгород. В частной беседе продавцы сказали мне, что официально они не работают с Россией, а значит, нет ни сервиса, ни гарантии, и что агрегат украинский, а не чешский, и что это честные 200 ампер! Нехорошо начинать с лжи, TESLA – это компания. А отсутствие официальной службы чревато получением денег. Так что Tesla MIG/MAG/TIG/MMA 303 прощай! 4) сварочный аппарат TSS PRO MIG/MMA-200

Дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похожий по параметрам, цвету, форме … изготовленные в Подмосковье из китайских комплектующих. Отзывы один или два. Мне он очень нравится из-за функций, настроек и цены.

Из минусов: гарантия маленькая, сервиса в России и в Москве нет, только в Ивантеевке (Московская область). Ну и навел справки о производителе компании – никому ничего не надо, совок. Вообшем даже не вникайте, как будто страдающий внутренний порядок в компании и организация и хорошее качество продукта не ждут. И мне не нужны проблемы с ремонтом. 5) Сварщик Сварочный аппарат MIG 250 (J46).

Хороший по функциям (250 ампер, MIG MAG MMA сварка) и по бренду, сервису, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на рынке и очень мало информации о нем. Ни отзывов, ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня эта машина была загадкой! 6) сварочный аппарат Сварочный аппарат PRO MIG 200 (N229).

7) Все отлично, надежный производитель (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, но цена – 38 000 рублей. Я не совсем понимаю, почему? Для синергии, для экрана напряжения и силы тока? В общем, я думаю об этом, хотя цена отталкивает – потому что. Я не профессионал и пока не планирую на этом зарабатывать, а 38 000 рублей – это не очень хорошо для семейного бюджета в кризис.Аврора ОВЕРМАН 200
– После прочтения отзывов и характеристик отпал в одном из квалификационных раундов как не умеющий сваривать электродом (ММА), т.е. приходится везде таскать за собой баллон с углекислым газом 50 атм. Нет сварки TIG, и я занимаюсь аргонной сваркой каждый день )))) (шучу), ну, в общем, 4 на Яндекс Маркете – не очень. Мы великие, поэтому обычно отвергаемые различными факторами, в основном из-за недостаточной универсальности.
И вот выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я КУПИЛ СВАРОГА И КУПИЛ АВРОРУ:

Я зашел на сайт SWAROG, чтобы заказать нужную мне машину. Но они не продаются, только через дилеров. Вот так! И тут я вижу, что модельный ряд Сварога обновляется, а выбранный мной аппарат приобрел другую настройку ИНДУКЦИИ (т.е. глубины проникновения, жесткости носа), вот и все, и все за те же деньги!
Он стал звонить быстрее, как будто я собираюсь купить его и все будет отлично! Но нет – эти машины только что были представлены, а поскольку компания находится в Санкт-Петербурге, машины еще в пути и прибудут в Москву не раньше конца недели. Эта информация неохотно выжимается из сотрудницы компании Svorog после вопросов и допросов с моей стороны, потому что она мне очень нужна, а она не хотела давать информацию добровольно! )) Не удовлетворившись ответами уставшего персонала, я позвонил в культурную столицу. И вот совершенно другой подход, любезный Александр все мне рассказал, объяснил и обещал перезвонить, когда узнает, где купить мой НАСТОЯЩИЙ сварочный аппарат MIG 200 (N24002N) с призовым индукционным диском.
Успокоившись, что получу агрегат к концу недели, перезваниваю менеджеру московской компании и сообщаю, что в наличии в Подольске есть один агрегат. Я не верю своим ушам. Я прошу проверить, ведь их даже в Москву не привезли? Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта: либо он перевезет машину и завтра, послезавтра машина будет в Москве. Или я могу сам поехать в Подольск (где есть сварочный цех, с углекислотой, аргоновой смесью, вытяжкой, маской, короче все необходимое для сварки), и попробовать аппарат в действии перед покупкой.
ЭТО БЫЛ КЛЮЧ…
Потому что именно эта поездка решила, что я в итоге куплю! Компания называется

ВИТАЛЬНЫЙ ГАЗ.
Я приехал в Подольск в 3 часа дня и сразу пошел к менеджеру. После некоторых переговоров мы отправились в сварочный цех с новым REAL MIG 200 (N24002N)!
Мы подключили все необходимое, надели маски-хамелеоны, комбинезоны (сварочные перчатки) и сварочные фартуки и приступили к работе. Я предусмотрительно взял кусок крыла автомобиля, чтобы оценить качество сварки на металле автомобиля. В процессе разговора выяснилось, что Артем мечтает стать сварщиком и имеет некоторые практические навыки, которые он мне и продемонстрировал. Мы сваривали тонкий металл 0,8-1 мм в смеси аргона и углекислого газа 80В ходе беседы выяснилось, что Артем мечтает стать сварщиком и имеет некоторые практические навыки, которые он мне продемонстрировал. Мы сваривали тонкий металл 0,8-1мм в смеси аргона и углекислоты 80/20 проволокой 0,8мм, меняли напряжение, ток, настройки индукции, меняли газ на углекислоту и смесь, пробовали сваривать разными способами и я и Артем, но результат удовлетворил, не более. Сварка шипела, разлетались брызги, и время от времени металл горел. Рядом находился абразивный станок, который мы использовали для удаления заусенцев с деталей. Мы также пробовали сваривать поверх краски – результатом была нестабильная дуга, плохая сварка и вонь горелой краски.
В итоге я признался Артему, что, несмотря на отсутствие опыта сварки, я был разочарован, потому что то, что я увидел, не соответствовало моим ожиданиям. Я понял, что, скорее всего, виноват я, а не аппарат, ведь столько инженеров-сварщиков не могли ошибаться насчет аппарата! Менеджер предложил мне попробовать другие сварочные аппараты.

Мы выбрали сварочный аппарат FoxWeld SAGGIO MIG 200 в другой ценовой категории – 41-45 тысяч рублей. С синергетическим контролем.

Привезли, подключили те же шланги, тот же бачок со смесью, поставили тот же провод 0,8 мм. Сказать, что он готовит по-другому, значит не сказать ничего! Он гудит как шмель, не громко, но приятно и плавно. Шов выходит красивый, хорошо заваривается, с обратной стороны выходит, но немного, зависит от настроек. Сначала я немного прожег металл с помощью синергетического контроля, но после ручной настройки сварка стала правильной, мягкой, чистой, с минимальным количеством искр и приятным кайфом!
Мне очень понравился этот аппарат! Очень хорошо, особенно по сравнению с надежным Сварог REAL MIG 200 (N24002N).
Было установлено, что она стоит 45500 рублей! Черт возьми, я на это не рассчитывал! А мне еще нужно купить маску, баллончик с углекислым газом, перчатки, ножницы, магниты, проволоку и прочие мелочи….. Нет… Есть ли что-нибудь еще? Менеджер Артем начал рассказывать про испанские агрегаты, которые хорошо разбираются, но сейчас их нет в наличии и вообще не дешево… На что я предложил в качестве эксперимента сварить Сварогом REAL MIG 200 предыдущего поколения с тремя ручками (без индукции).

Эта машина была недоступна, как и “Ресанта” из-за частых поломок и возвратов, как и сварочный аппарат Aurora, по личным причинам руководителя компании. Но оказалось, что сварочный аппарат – это Сварог REAL MIG 160 (N24001) предыдущего поколения (с тремя куртинами), а не рестайлинг. И мы решили проверить!
И снова мы были удивлены! Металл, проволока, газ, сварщики, настройки все те же, что и в новом REAL MIG 200 (N24002N) и сварка хорошая. Звук приятный и ровный, сварные швы неплохие, проплавление неплохое, искр мало. Мой вывод: чем новее, тем хуже! Что-то изменилось в цепях, которые новые машины сваривают хуже. И даже замечательная индукция “Torsion” не спасает новинку!
В общем, я вожделел FoxWeld SAGGIO MIG 200 за 45500 рублей. (Кстати, ребята были готовы сделать скидку в 4000 рублей), но все же. Брать единицу на эмоциях, без анализа и понимания доступности услуги в России, отзывы, не мой вариант! Эмоции – плохой советчик. А все кнопки сделаны как в китайских игрушечных телефонах/планшетах. Я предпочитаю наклонные кнопки, а не тумблеры, это придает мне больше уверенности.
А Сварог REAL MIG 160 (N24001) не слишком мощный для моих нужд! Я хочу построить дом…. Так что… Я поблагодарил Артема и его коллег за предложения, время и провод). Я извинился, что ничего не купил, и задумчиво пошел домой.
Дома я снова начал работать на компьютере. Что я еще не пробовал? Аврора! У меня больше хороших отзывов, мне нравится машина, сервис и гарантия хорошие, но нет сварки MMA и TIG … Я помню слова моего отца и других опытных сварщиков … Если ваш AVR поставляется с кофеваркой и феном – это плохой AVR. Я понимал, что чем больше функций, тем сложнее машина и тем она дороже и менее долговечна. А если мне так сильно понадобится сварочный аппарат ММА, я куплю его отдельно, тот же Сварог или маленькую Аврору и буду лазить с ним по крышам)))).
Исходя из этого, я начал искать Аврору, потому что на собственном опыте убедился, насколько важен практический, а не теоретический выбор! И никто теперь не сможет меня переубедить!
В итоге я не нашел, где заварить Aroi Overman 200 в Москве, а может искал неправильно, но привлек один сайт SVARYCH.

Сам магазин находится в городе Иваново. (Сейчас в Москве.) Менеджеры супер ребята, быстрые, грамотные, сами держали сварочный аппарат в руках, поэтому не теоретики как я. А когда вы покупаете сварочный аппарат, они дают вам -17% скидки от цены аппарата, если вы берете его в подарок. И -12%, если вы используете скидку наличными! Доставка по России бесплатная!
В течение двух дней я мучил их вопросами и расспросами. Оказалось, что практически все приборы для теста у них есть в наличии и можно даже попробовать приготовить прямо в магазине, хотя специальной комнаты и нет. В итоге они согласились оставить заинтересовавший меня прибор у себя, и я когда-нибудь приеду!

Я выехал из Москвы в 5.36 утра, не выспался, а на улице выпал первый снег )))). Поэтому я ехал медленно. В 10 утра я был в магазине.

На месте меня встретили продавцы Сергей и Дмитрий. Мы достали все оборудование, которое просили, дали маску, защитную сетку, подключили углекислый газ и поехали.

Мы занимались сваркой на крыльце мастерской, и посетители перешагивали через нас )))), пока мы не закончили эксперименты до 15:00!
Мы долго пытались приспособиться, меняли втулки, полярность, давление газа, силу тока со скоростью подачи проволоки и напряжением, предметы, но тонкий металл прогорает почти всегда и сваривается тяжело, трещины плюются.

FoxWeld SAGGIO MIG 200 – потребовалось много времени на установку, но удалось достичь желаемого. У Сварыча был только углекислый газ. В смеси аргон/углекислый газ в Подольске сварилось приятнее, но и в Иваново не подвели, хотя впечатление уже было не то.
Хотел сварить аппаратом Grovers MIG 200, по рекомендации ребят из Сварича, ребята хвалили эту модель, но в наличии был только Grovers MIG 200 S с неподъемной для меня ценой.
А аналогичная модель Grovers MIG 200 P – без синергии дешевле не была.

О КОМПАНИИ AURORA PRO OVERMAN 200
Так приступил к сварке Arohoy Pro Overman 200 – хороший аппарат целенький, мягкая умная сварка металла, умные тритикулки настроек, хороший ход (и сила тока 30 ампер и вольт от 14 В и индукция, хочешь металл 0,5 мм сваривай, а хочешь 10 мм так нагревай, что металл желтеет! Единственный недостаток, как отмечают менеджеры, заключается в том, что они не любят пыль и перегрев. Если вы регулярно не продуваете его от металлической пыли и стружки, которые оседают в корпусе при работе с металлом, то добро пожаловать в сервис по замене электроники! Она готовится мягко, но и требует бережного, мягкого обращения. Это меня вполне устраивает. У меня есть компрессор. Несколько раз в месяц я не против дуть в корпус через вентиляционное отверстие. А когда я выхожу, я накрываю его фольгой. При этом два положения подачи проволоки не напрягают. т.е. все было ровно, проволока при сварке не продавливается и не прогорает. т.е. подавалась равномерно, четко, о чем свидетельствовал даже звук сварки и красивый аккуратный шов! Это подтвердил дядя Вовы – сварщик с 20-летним стажем, наблюдавший за происходящим. Он сказал, что может приспособиться к сварке по звуку…) Я сделал свой выбор! Но… все еще просил ребят показать в действии
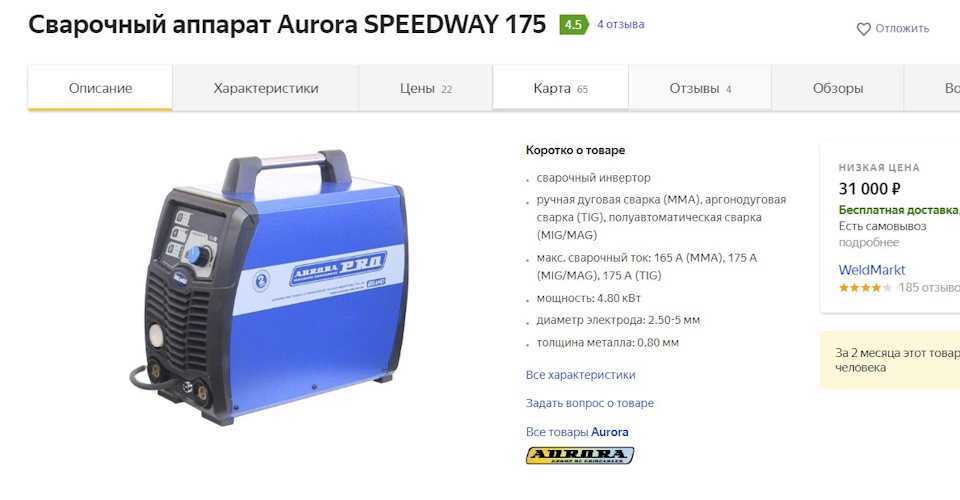
Aurora SPEEDWAY 175.
Почему не 180-й, ведь так я объяснил, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысла переплачивать там нет, да и долговечность работающих машин на пределе сомнений, но для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше, чем 180 и тяжелее, а это показатель.

Варит мягко, почти так же хорошо, как Overman 200, но настройки сложнее и неинтуитивнее, плюс нужно ждать 3-4 секунды, пока они сохранятся, и только потом варить, и это после каждой регулировки значений тока и напряжения! Очень неудобно и раздражает почти сразу. Цена дороже. Кроме того, кнопки вмонтированы в саму панель – это напоминает мне китайский игрушечный планшет моего сына.
Со временем кнопки могут сломаться, загнуться внутрь, потеряться, короче говоря, мне не нравится качество изготовления, оно не внушает доверия. Конечно, сам аппарат имеет на борту все виды сварки и MIG и TIG и MMA, но, как мы уже знаем, отдельная кофеварка и отдельный магнитофон и нам понравится!
Если вы дочитали до этого места, значит, вы думающий человек и такой же дотошный в голове, как и я! За это я отдаю вам около 40 часов своей жизни и бесценный опыт, который я приобрел за эту неделю, пытаясь выбрать что-то полезное для себя, а теперь и для вас! Используйте холодные продукты цивилизации во благо! Удачи!Я также должен отметить ролики подачи проволоки.
Они используются во внутренних и внешних решениях одинаково. При высокой интенсивности сварки ролики будут постепенно изнашиваться. Материал будет проскальзывать, поэтому рывки и замедления неизбежны.
Технология процесса Методика MIG/MAG была разработана в 1950-х гг. Ее недостатки в значительной степени устраняются при работе в оборудованной мастерской. Стоит помнить, что Правильное название этого процесса – GMAW, что означает дуговую сварку в атмосфере изолирующего газа.
Скорость подачи проволоки устанавливается заранее. Аналогичным образом, необходимо заранее определить напряжение и интенсивность подачи газа. Правильная очистка свариваемого металла очень важна. Конец проволоки должен быть немного выдвинут вперед. Если провод слишком длинный, эффективность газовой защиты будет снижена.
- Тип используемого газа зависит от:
- коэффициент слияния;
- Глубина дуги;
- Интенсивность образования брызг;
- Геометрия сварного шва;


механические свойства. Двуокись углерода может использоваться в чистом виде или вместе с аргоном. Углекислый газ гарантирует быстрое плавление и увеличивает проницаемость дуги для металла.
Сварной шов будет иметь расширенный, выпуклый профиль. В чистом углекислом газе очень трудно получить взаимодействие сил на капельках расплавленного металла. Так как они не сбалансированы, брызг и дыма намного больше.Инертные газы и их смеси более желательны для обработки цветных металлов.


Скорость плавления при использовании аргона будет ниже, и дуга будет меньше проникать в металл. Количество брызг уменьшится. При использовании гелия происходит обратное – может образоваться выпуклый сварной шов. Однако сварочное напряжение неизменно увеличивается, хотя дуга не удлиняется; заметна ее частая нестабильность.По этой причине не рекомендуется сваривать сталь чистым аргоном.
Комбинация ¾ аргона и ¼ углекислого газа является универсальным решением для сварки углеродистых сталей. Этот вариант ценится за низкий вес брызг и минимальную вероятность прожога тонких листов. Это сочетание принято называть C25/75. Перед началом работы необходимо удалить с металла все следы краски и ржавчины, так как даже небольшие включения такого типа ухудшают качество и стабильность соединения.Не менее важно очистить область, где находится клемма заземления.


Кроме того, сварочным пистолетом можно управлять одной рукой. Однако даже опытные подрядчики стараются использовать две руки. Это облегчает управление и повышает точность обработки. Так будет легче получить качественный шов. Самое главное, что одна рука держит резак, а другая поддерживает основную рабочую руку. Эта техника облегчает контроль расстояния, отделяющего рабочую поверхность от инструмента, и контроль угла. Так будет легче выполнять манипуляции, необходимые для создания шва.
Однако нормальная работа обеими руками немыслима без полной лицевой маски. Существует множество вариантов движения сварочной горелки. Если толщина металла менее 0,2 см, сварка выполняется волнистыми, зигзагообразными шагами; это позволяет равномерно приложить дугу к обеим пластинам, образуя прочный шов и избегая прожогов.Прямые сварные швы без малейших отклонений в сторону могут использоваться на металлах практически любой толщины.
Однако только опытные сварщики смогут правильно выполнить такую работу. Если соединяются детали с небольшой толщиной (менее 0,01 см), рекомендуется использовать более тонкую проволоку. Сила тока также уменьшается, а сама проволока подается медленнее.


Предпочтительна сварка короткими импульсами, когда для охлаждения металла достаточно интервала менее 1 секунды.Длинные секции свариваются таким образом, чтобы металл не перегревался и не происходило температурной деформации.
Рекомендуется работать небольшими частями или даже “точками”, создавая зазоры. Работайте поочередно от одного края к другому. В умелых руках такой подход позволяет завершить работу полностью, не деформируя конструкцию. Темп сварки контролируется самими рабочими; часто он достигается только после долгих проб и ошибок.Работайте слишком быстро, и сварщики производят много металлических брызг.


В нем может остаться изоляционный газ. Если дугу замедлить, она будет проходить излишне глубоко. Набравшись опыта, вы сможете научиться определять необходимые параметры “на глаз”. Помните, что не существует “универсального” угла сварки – его всегда следует подбирать индивидуально.
Читайте далее: